
I'm starting the construction of the C pillars and will begin with the inner most face that the donor car seat belt upper anchorage nut plate goes behind. I wanted at least as thick as factory donor car uses and found my toolbox draw cover lid perfect for it! Nothing is safe around here especially when it is a thicker gauge than I normally buy my sheets in.

Just working out the width, height and design of these simple pieces took some time. The position of this also determined how long the back door was going to be. It is further forward than it is on the Willys, which was close to the centerline of the axle. I had to work with the inner structure and also the proportions of not making the doors too long and spread some of that width into the pillar itself as well as the fixed window above the wheel arch.

I had to take into account the position of the top seat belt mount and that I had the belt go onto the reel perfectly square, so it wont chaff on the sides at all. The outer part of the pillar also has to go through the side of donor seat belt reel pocket as well, so I could have enough area to mount the lower door hinge on. It came down the a very tight fit to make everything work.
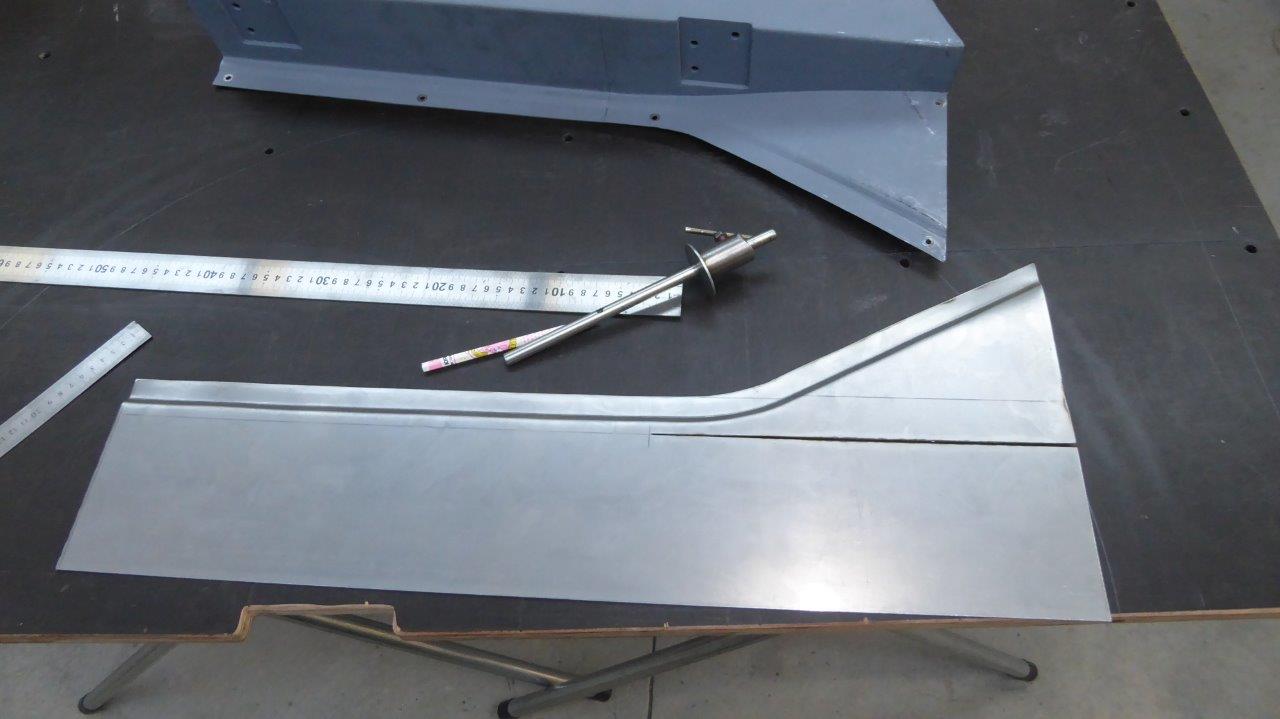
First side took a lot of figuring out and I didn't take a lot photographs of it, so made sure I took some while doing the opposite side. Certainly easier doing the second side as just had to made an identical mirror image of it. The cut is so the curve can be put in that goes around the seat belt reel pocket and follows the leading edge of the door opening.

With the fold done it is now time to take a template of the curve so it can be transferred to the new piece.

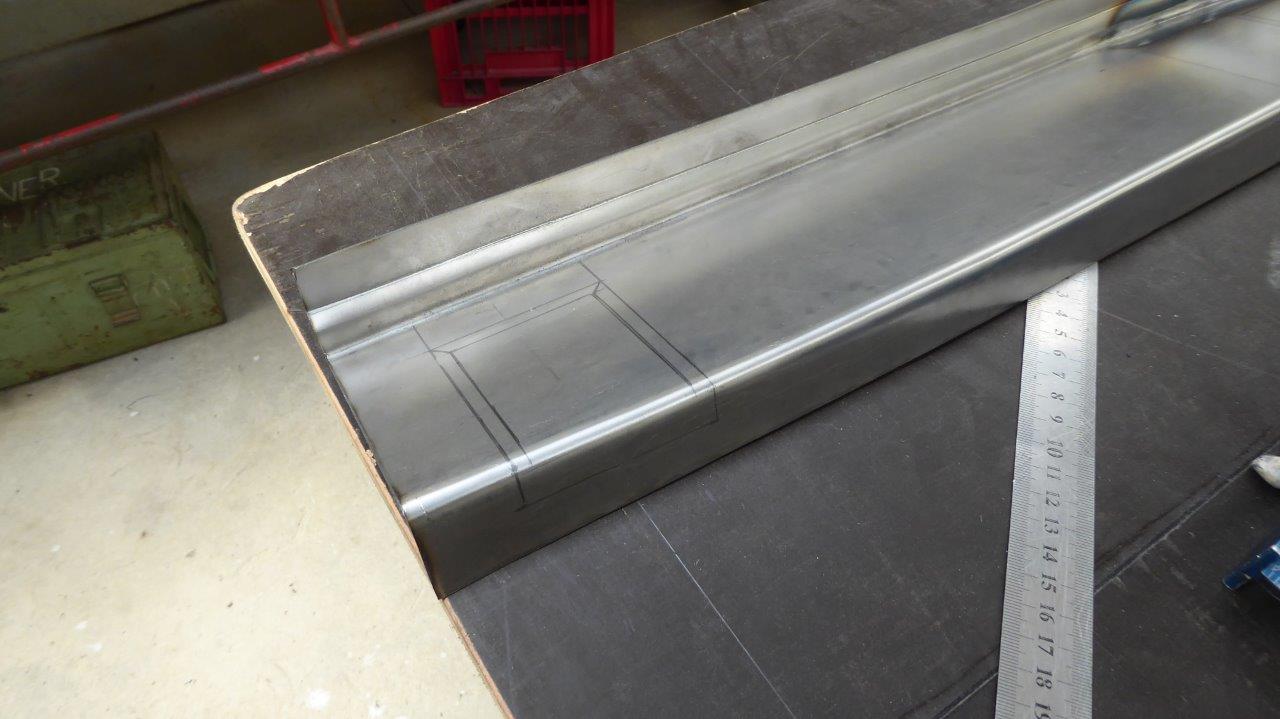
The shape of the curve was cut away and then I will pass that stepped edge back through the bead roller while pulling down on it to get it to follow that curve.

I hammered in the rest of the shape on the flat area and did a corner to corner weld using the TIG. What you see is the penetration coming through from the other side. That will be smoothed using the edge of the cut off wheel.

The welded side was cleaned and a little bit of planishing was done over the edge of a stake dolly to stretch the welded area.

I wanted some stronger door hinges than the worn originals of the Willys, but still be of the same type to fit the era of the car. Don't want it to look like a glass car after all! Early '32 on Ford hinges were very similar but quite pricy. A lot of image searches and looking around at car shows made me look into VW Bug ones as there is a huge reproduction market out there for them. I ended up ordering direct from West Coast Metric the upper door hinges only to suit 1956-79 Bugs or Beetles. #111-401G upper left and #111-402G for the upper right. Had it freighted to me in Australia from the US and they sent 5 left side and only 3 right! I photographed them emailed every department in the company to get a response and it took weeks to hear anything back. They then refused to correct their mistake, and only after much harassment, finally refunded the missing right one, but not the cost of getting another freighted out which was worth more than a single hinge!
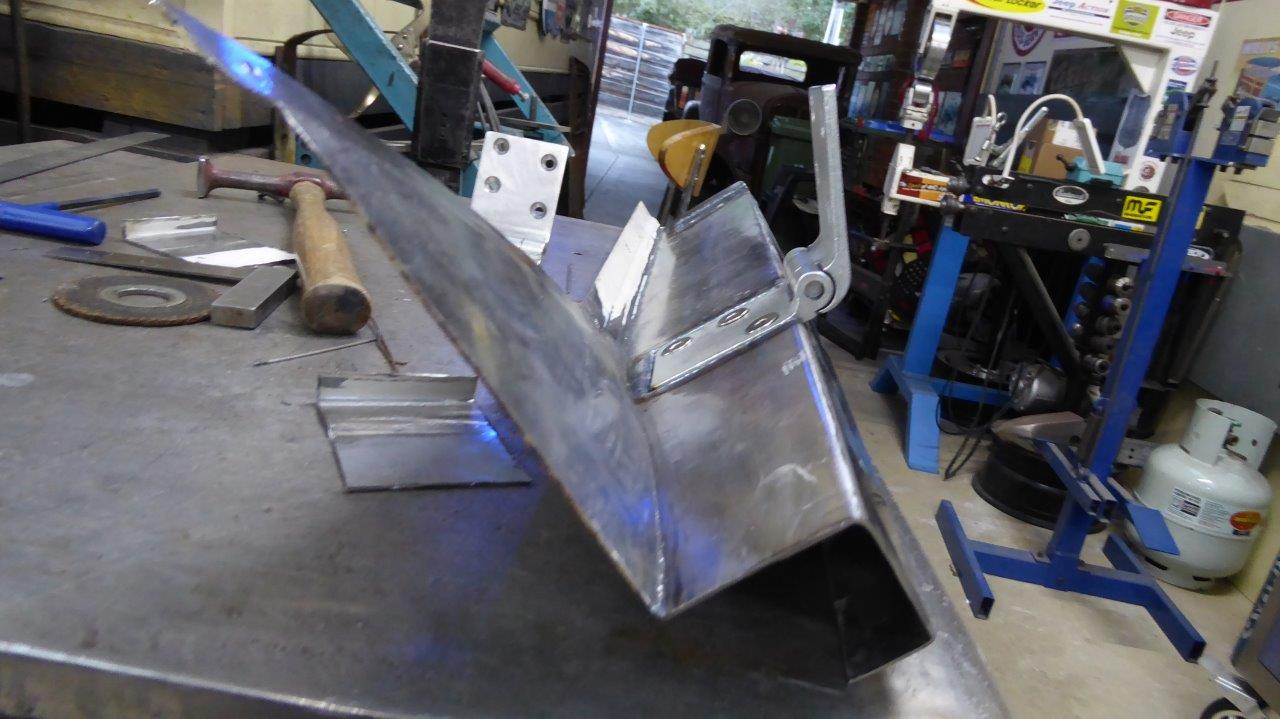
I had to work out where the hinges were going to go. I wanted to mount the lower hinge in the belt line of the body, so less of it would be protruding from the side of it. To keep the hinge spacing, I then wanted to mount the top hinge as high as possible. So already had to work out what the upper roof structure would be like and also the shape and gapping etc of the door frame as well. I also wanted the hinges to be flush once mounted to the pillar, so had to recess them the thickness of the hinge plate. On this side I decided to fold the edges down to make the recess, so the hole has to be the thickness of the hinge plate, 5mm-3/16", smaller all around.
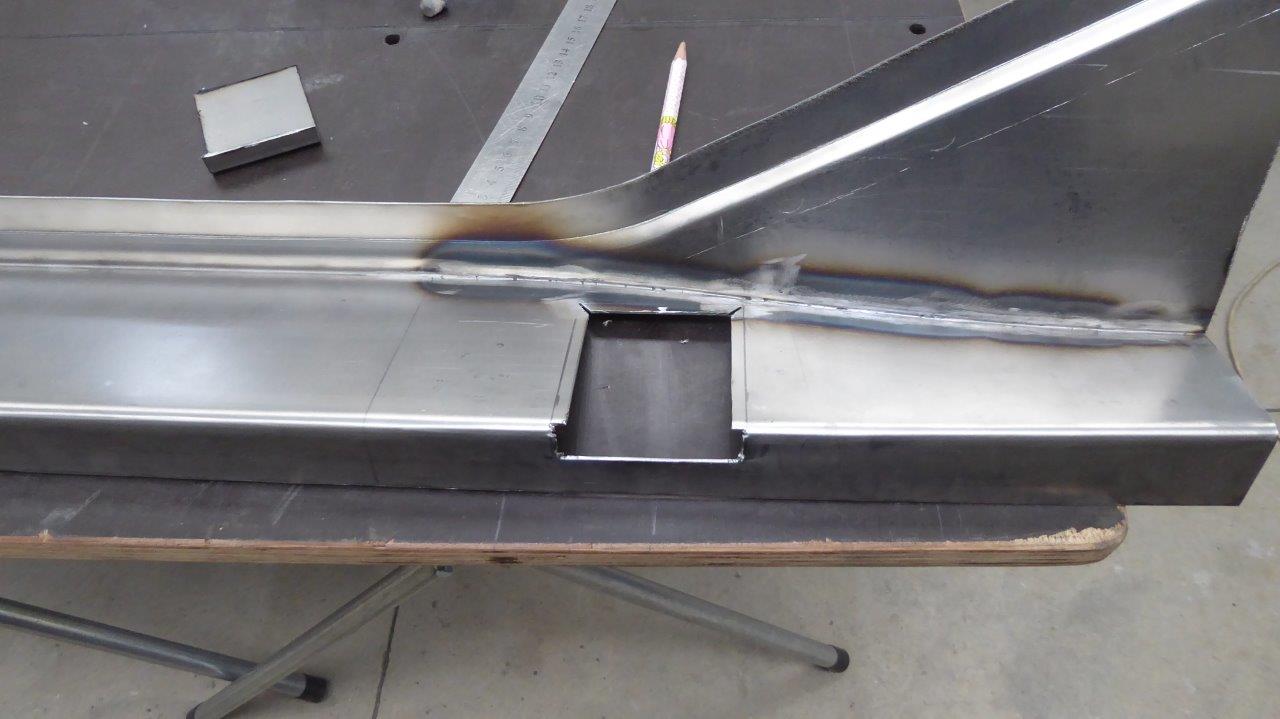
The large cut out in the front face is for the 10mm-3/8" nut plate that the hinge bolts too.

I hammered the edges over the wood splitter head to turn them 90°. It is a little awkward hammering inside a hole the further it folds over, especially in the corners.
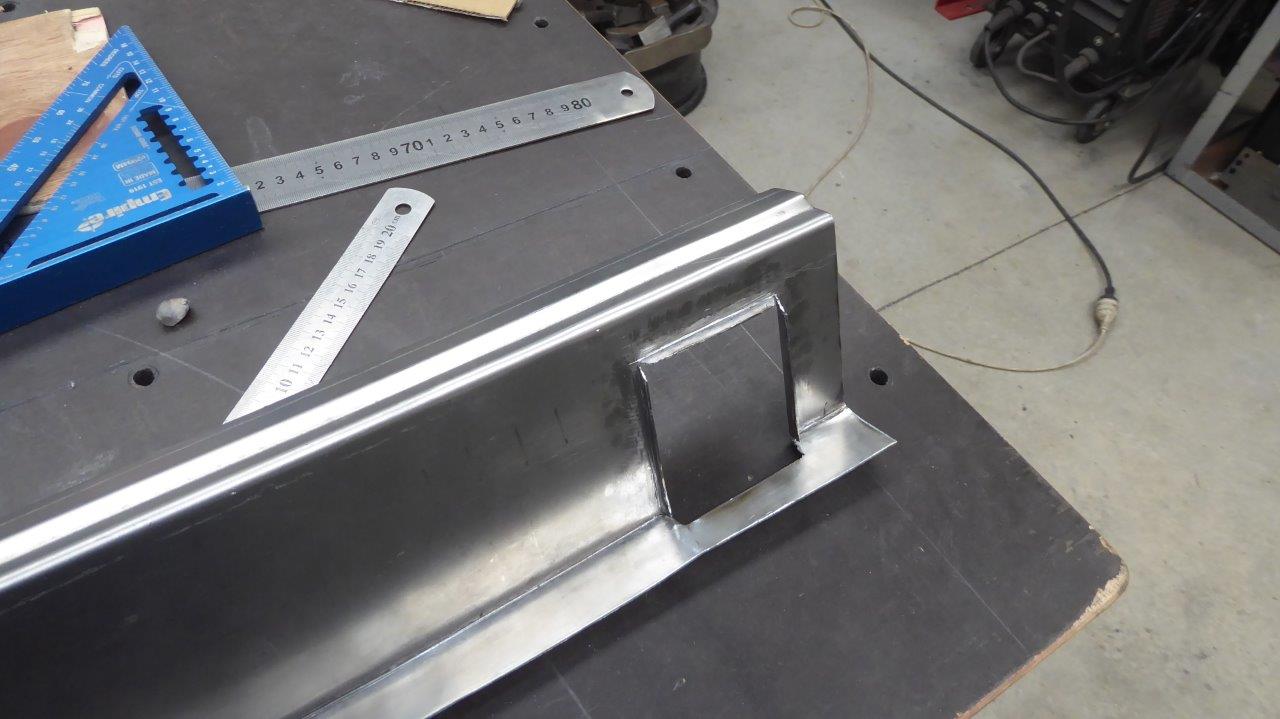
To the bottom of the flanges the nut plate will be fully welded. Some copper backing plate will be used to fill the missing corners while welding.
On the first side I had welded in 5mm-3/16" strips rather than folding the edges over. It gave sharper edges overall and took about the same amount of time.
Now you see how the hinge sits flush once mounted. As there will be no adjustment on this side, it gives a cleaner appearance and reduces the gap needed between the pillar and the door frame.

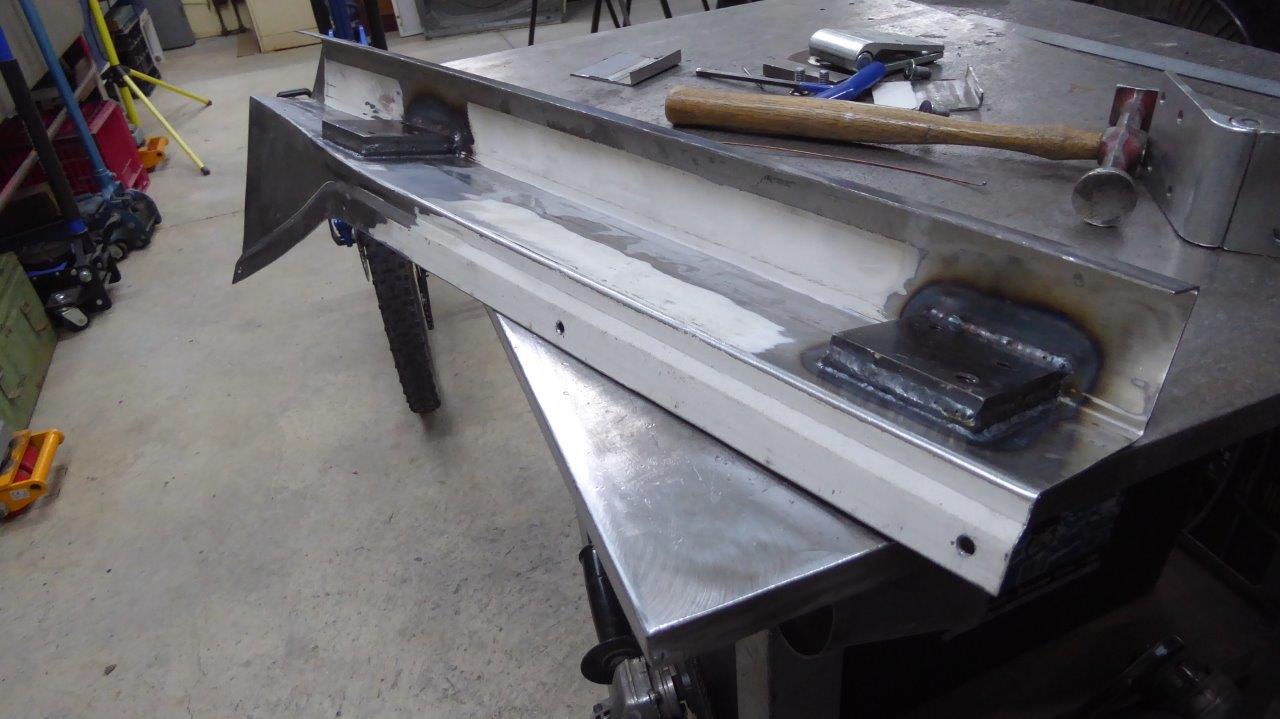
The backside of the pillar half was made and had to clear the seat belt mount nut plate. I already had to think how the fixed side window was going to be mounted and what rubber gasket I wanted to use to hold it in place, in case it needed to be incorporated into part of the pillar. The pillar will be fully welded to the inner body structure once everything has be fitted for the last time.

Since this shot was taken both sides are completely finished. Even just temporally held in place with tek screws, it is very solidly mounted.
Video update.